The degree of porosity depends on the material,the manufacturing process,and the process compatible design of the component itself.The degree of permissible porosity depends on the component’s function.Weiheng Die Casting is professional to control porosity as much as possible for die casting parts.
Differentiation is made between macro porosity and micro porosity
The visual test is a nondestructive test.Its resolution depends on the test equipment used.The visual test is performed on the rough contour of the casting or on machined surfaces.The general porosity can not be quantified with this method.
4)DENSITY TEST
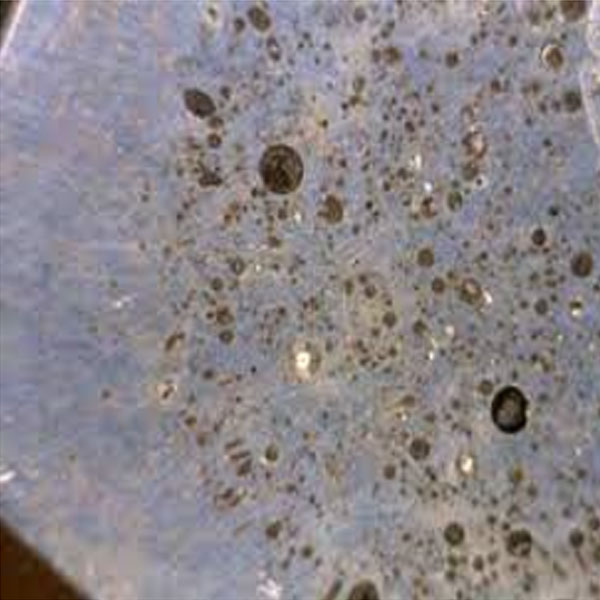
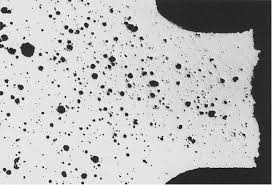
Macro porosity includes all pores whose size and shape can be determined with the human eye or an auxiliary means with the same resolution(such as X-ray method).These are pores with a minimum extent of about 0.5 mm.
Micro porosity includes all pores whose size and shape can not be reliably evaluated with the human eye.They range up to an extent of 0.5 mm diameter.The minimum detectable pore size depends on the resolution of the auxiliary means used.
Porosity requirements must be based on the component loads(static strength,fatigue limit,leak tightness under pressure and function of machined surfaces,appearance of unfinished casting surfaces).The evaluation criteria and scales for this must be defined between the manufacturer and the purchaser before the contract is awarded.It may be useful to define porosity criteria for a component that apply only to specifically defined reference areas.
1)ULTRASONIC TEST
The ultrasonic test is a nondestructive test.The resolution depends on the casting contour,the wall thicknesses to be tested,the micro structure,and the ultrasonic distance and angle.A one dimensional projection of the casting is generated in the ultrasonic test.A complete overview of a component can be generated only by scanning the entire component.During ultrasonic testing,complications can occur when the transducer is coupled and when the reflected signals are evaluated.Therefore,this method of determining porosity can be used only special cases.Calibration samples are generally required to be able to evaluate the signals of the ultrasonic test.
2)LEAK TIGHTNESS TEST
The leak tightness test is a nondestructive test.It is applied when leak tightness under pressure is required for a casting.The leak tightness test is appropriate only,if there are special leak tightness requirements for a component.
3)VISUAL TEST
The density test is a nondestructive test.This method only allows the identification of the portion of volume porosity for the entire component.If castings are sectioned,it is also possible to determine the volume porosity by segment.Because the density test is generally performed with water according to principle,it is not possible to quantify open volume deficits with this method.If testing is performed by segment,volume deficits can be exposed by the cut and as a result are no longer detected in the density test.The density test in general is suitable as an aid for production optimization.
If any inquiry about die casting,please send email to info@prodiecasting.com














