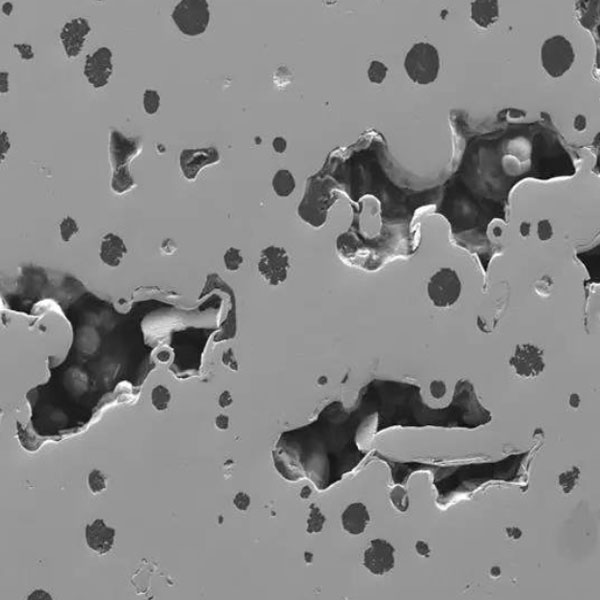
The reason of shrinkage porosity is that shrinkage happen when melted alloy turn into solid from liquid.The casting become solid from inner to outer,therefor,there will be shrinkage porosity if wall thickness of casting is big.Weiheng Die Casting is professional to control porosity for die casting.
All above,it is really impossible to fully solve the gas porosity for casting that have big wall thickness.
To remove shrinkage porosity,it necessary to decrease thermo joint of casting and fillet edge of casting.The uniform wall thickness of casting is necessary as well.The joint between thick wall and thin wall should be made evenly.Sometimes,hollow structure and rips can decrease thermo joint and weight of casting.
The filling speed will be too fast and too much air trapped into melted alloy during injection if spure size is too small.Therefore,the spure size need to be a little bigger in order to avoid alloy to be solidified earlier.The spure need to be relocated so that alloy fill up cavity in order and pressure apply evenly and air come out of cavity effectively.
Proper design connection between spure and cavity is key to guide flow of alloy.The alloy need to fill up deep cavity,thin wall ,area need more alloy,area which need nice finishing,middle area in big plain area firstly.Alloy do not impact directly onto wall of cavity,which will be useful to decrease temperature of tools.Alloy solidified earlier and block the parting line or ventilation if not proper layout of spure.
Small thermo joint and non thick wall can be far away from spure,which make low temperature alloy fill up easily and temperature of tool not high.Insert will be used for deep cavity and some area which is bad for ventilation.Point cooling can accelerate solidification of melted alloy in thick wall area.Point heating can put more pressure on melted alloy in thin wall area.In addition to these methods,proper overflow and ventilation can reduce shrinkage porosity.
Higher temperature of melted alloy,more shrinkage porosity happened.Therefore,it necessary to control temperature of melted alloy.For example,warming temperature of ADC12 need to be 620-630℃.The shrinkage porosity and air trapped will be minimized if temperature of melted alloy is low.
If any inquiry about die casting,please send email to info@prodiecasting.com














