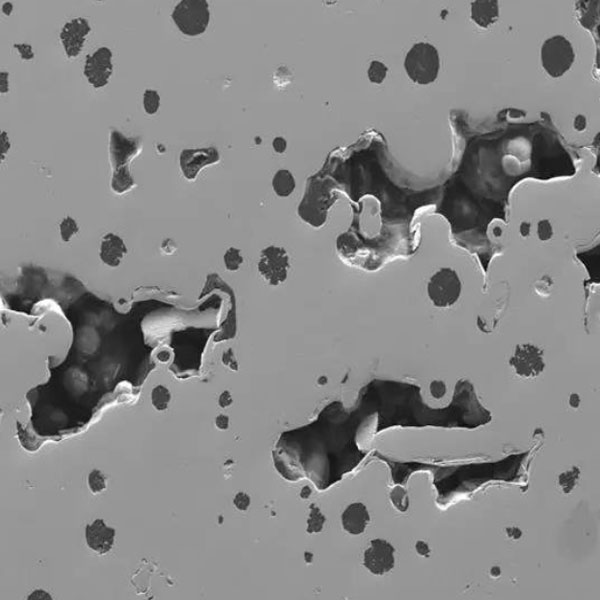
Shrinkage porosity might happen during die casting parts solidification,especially for big casting with thick wall.By following methods,shrinkage porosity will be minimized to some extend.Conact us for professional die casting.

Here is some tips as below
1 Improve structure of die casting parts.
More thicker and bigger the parts,More shrinkage porosity and the air more likely trapped inside the parts if the castings are far too big.It is useful to eliminate shrinkage porosity by reducing size and fillet conner and uniform wall thickness.If some uprising stud can not avoid,it will be necessary to make it hollow or put some ribs inside to reduce weight of castings and shrinkage porosity.
Shrinkage porosity might happen in wide and big plain surface where there will be tolerance with air trapped.The molten alloy is hard to fill into deep cavity and blind hole,which will cause shrinkage porosity easily.Therefore,proper sprue and overflow have to be took into consideration when designing parts.
2 Improve structure of die casting tooling.
There will be much air trapped into molten alloy during high speed injection if sprue gate dimension is too small.Therefore,the sprue gate dimension need to be increased so that molten alloy will not solidify quickly and block the channel.It will be needful to improve anti-shrinkage for sprue.The position and quanity and direction of sprue need to be adjusted if shrinkage porosity is far from sprue so that molten alloy will fill into cavity smoothly and pressure will be applied properly and air will be exhausted.
Proper connection between sprue and cavity will guide flow of molten alloy.In order to fill up cavity,central area of big plain surface,area which request big amount of molten alloy,the molten alloy has to be flow into cavity smoothly so as to avoid air trapped and turbulence.The temperature of tooling will reduce by eliminating impact onto wall of cavity.When adjusting position of sprue,it will be necessary to avoid earlier solidification of molten alloy which block parting line and ventilation channel.
3 Refine alloy melting process
The higher the temperature of molten alloy,the more air trapped into molten alloy and the bigger shrinkage rate of molten alloy after its solidified. The temperature of molten alloy need to be controlled and make it not too high during alloy melting and thermal processing.The injection temperature need to be reduce as low as possible,which can reduce shrinkage porosity as much as possible.














