Soldering
Soldering is kind of problem that molten alloy react with tooling material.When molten alloy contact with tooling cavities,some alloy become part of tooling cavities.The problem will be even worse when tooling temperature is high.

The reason why soldering problem happen
- The design of cavities.
- Smaller draft
- Insufficient polishing for tooling cavities
- Sub-standard release agent
- Iron composition less than 0.7% in aluminum alloy
- The speed is far too high,which will remove protection layer of tooling cavities.
- Improper cooling system
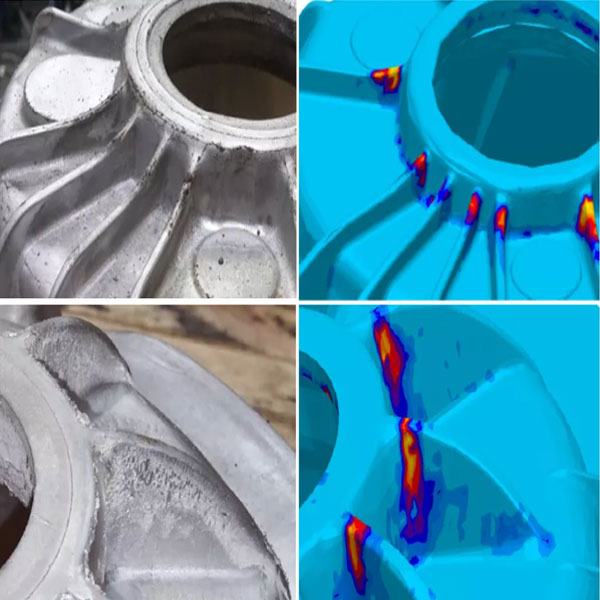
Shrinkage Porosity
The shrinkage porosity is normally in irregular shape.It usually happen during solidification of molten alloy.There will be shrinkage porosity if not enough feeding during solidification of molten alloy.In most case,the micro shrinkage porosity will cause leakage of castings.

The reason why shrinkage porosity happen
- Isolated thermal center
- Not enough feeding
- None of feeding route
- Low pressure
- High tooling temperature
- High pouring temperature
- Small sprue
- Improper tooling temperature control
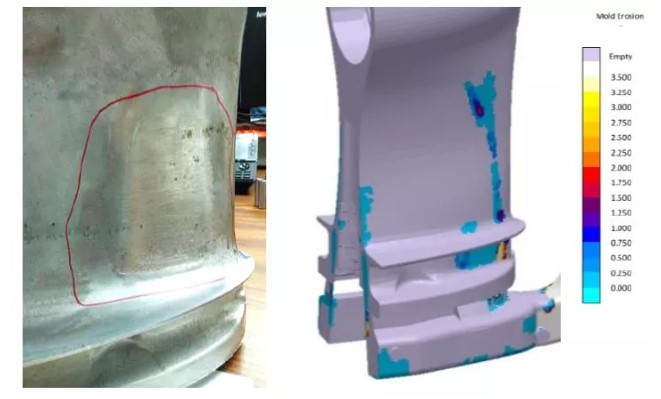
Washout
The washout will lead to bad surface finishing of die casting parts.Washout might be caused by many factors.But it mainly caused by high temperature molten alloy in sprue and angle that molten alloy impact onto tooling cavities and increasing temperature of tooling.
The reason why washout happen
- The speed of molten alloy is far too high in sprue.
- The angle that molten alloy flow against tooling cavities
- High tooling temperature
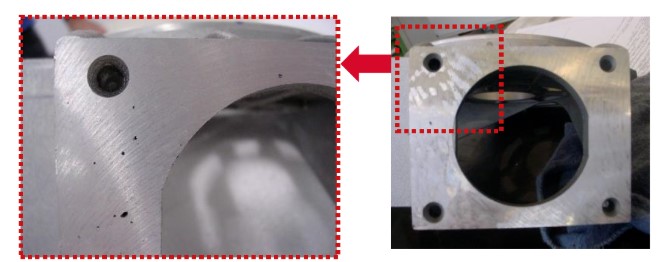
Pores
Pore caused by air trapped in molten alloy. The pores look like round and oval shape bubbles.The proes are most common problem happened in die casting.During die casting,the air trapped in sprue,runner and cavities etc.
The reason why pore in die casting parts
- High speed of molten alloy
- Air trapped during casting
- Not enough overflows
- Overflows layout
- Small overflows
- Low pressure
Cold Shut
During die casting,two low temperature molten alloy encounter and join together.The cold shut will happen if air trapped in this process.Sometimes,it might happen in end of filling.

The reason why cold shut happen
- Low temperature of molten alloy
- Low speed
- Improper layout of sprue
- Air trapped in molten alloy














