1 Partial squeeze mechanism
The squeeze pins are put inside toolings.By cylinder, the pins will directly push and press area where there are shrinkage porosity.So the defect will get enough feed and casting quality is improved.As for picture-1,when cavities are filled up by molten alloy,the squeeze pins will press the thicker area in order to provide enough feed during semi-solidification stage.
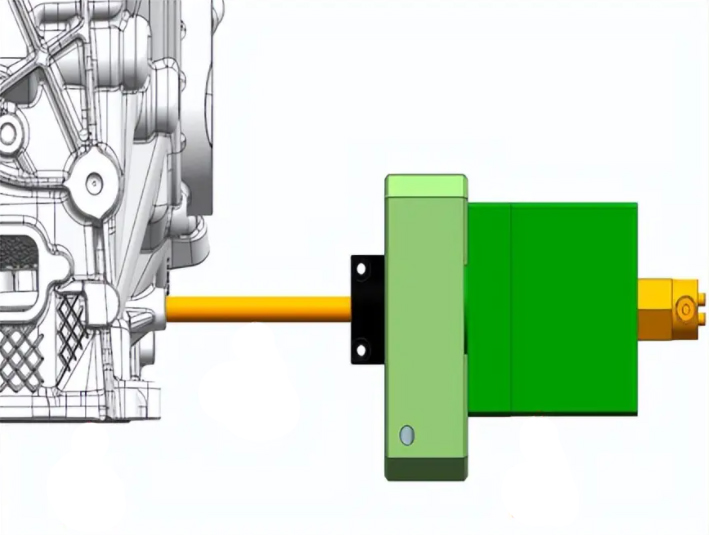
Partial squeeze mainly include squeeze pins, tube, connector, oil cylinder.These component can be fixed onto cavities or cores according to actual demand.
There are many oil tunnel inside gearbox. Most of them will be machined after casting. During production, there are shrinkage porosity and air pores in the oil tunnel, which will cause leakage around threading.
To solve the leakage problem, the protrude stud is added on the leakage area.
Squeeze time include delaying time, hold time, backward time. Buffering time refer to time between signal given by die casting machine and beginning of squeeze. Pressing start from molten alloy filling up cavities. The result of pressing is better during semi solid phase. The result of partial squeeze is not good if delaying time is not enough and squeeze is applied before semi solid phase. The distance of pressing will be too small and there will be not enough feed for shrinkage porosity if delaying time is too long. Therefore, delaying time is very important for partial pressing.
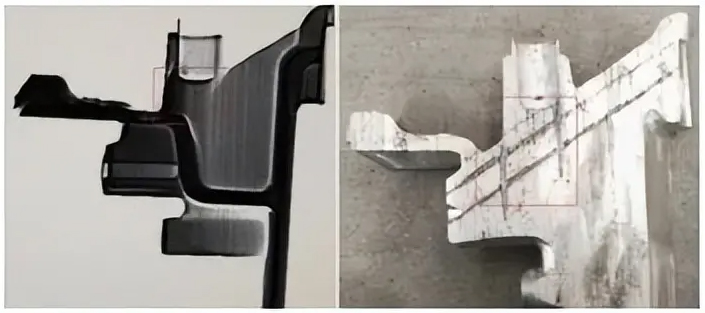
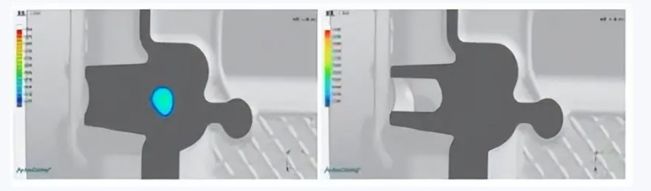
By simulation on computer, there is obvious shrinkage porosity before partial squeeze. After partial squeeze, the shrinkage porosity is removed.
After partial squeeze, there is no shrinkage porosity in real product by X-ray test and section cut.