
The die casting defect mainly caused by structure of die casting parts and die casting system.Good structure design and die casting system are key for qualified die casting.Our oil pan is 425x342x134mm.The material is ADC12 which is belong to Al-Si-Cu alloy.The original design is 28mm for biggest wall thickness and 3mm for smallest wall thickness.The weight is 3.5kg.The requirement is no crack,shrinkage porosity on casting surface.Airtightness requirement is non-leakage under 350kpa.
We have been producing many kinds of aluminum die casting parts.If any inquiries,please contact us.
The oil pan is aim to lower weight of engine.Oil cooler and filter are installed onto oil pan in order reduce the size of cylinder and simplify the oil route and lower oil pressure.Meanwhile,maintenance is much easier.
The casting solution is as per picture.
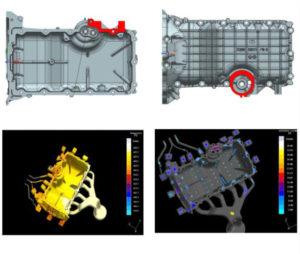
- The average thickness of oil pan is 3.0mm so it is thin wall parts.By die casting simulation,air will trapped at high speed injection and there will be porosity after machining.The construction of filter is pretty complex and wall thickness difference is quite big,which might cause shrinkage porosity during casting solidification.The shrinkage porosity happen to the area between oil hole and tapping hole and filter is quite close to oil hole and tapping hole.The risk of shrinkage porosity is big due to thick wall.

After T1 trial production,the problem of shrinkage porosity is quite big.During airtightness test under 350kpa,there is badly leakage in oil hole and tapping hole.Also,there is porosity on machining surface,which cause leakage badly.
- By reviewing the defect of casting,the groove should be added onto thick area and width of machining surface need to be reduced.In order to solve the porosity problem after machining,the hole of casting need to be widen and oil hole do not need extra machining and machining allowance reduced for tapping hole.Meanwhile,The sealing area reduce machining so as to avoid porosity after machining.
After trial production,the proportion that casting pass airtightness test improved.The coating apply onto core in order to avoid soldering problem so yield of airtightness improved.However,there is 15% unqualified for airthighness.The impregnation can improve yield ratio to 98% but the cost for volume production has to be take into consideration.
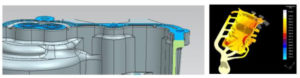
- The wall thickness of oil pan is about 3mm.The defect happen to end of pouring.The air trapped into the end of pouring because the path molten alloy flow is blocked.Therefore,the quality is badly affected by those porosities.
In consideration of volume production,the pouring system has been totally changed.The sprue gate is placed on the side of oil pan and one extra sprue gate is placed on the thick area of filter,which can reduce air trapped.Meanwhile,high pressure cooling will apply on tapping hole and oil hole.The core which reduce wall thickness change into insert.After trial production,there is no any defect at the end of pouring and formation of casting is very nice.There is no leakage after machining during airtightness test under 350kpa.
All in all,the structure of casting need to be improved.The wall thickness has to be uniform and the weight and wall thickness need to be reduced.In pouring system,the path molten alloy flow and sprue gate are very important.The ventilation and overflows need to be placed properly in order to ensure the cooling procedure and improve yield ratio.














