


Check our main product & service
Aluminum Casting
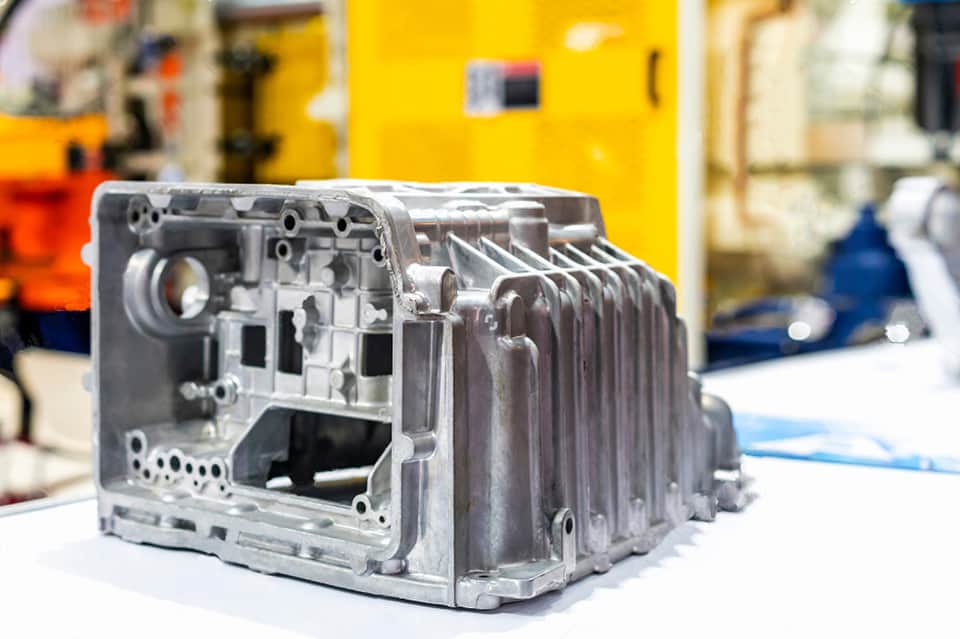
As leading casting factory in China, we provide full range of aluminum casting service inclusive of high pressure die casting, gravity die casting, low pressure die casting, sand casting. Our aluminum casting parts can be 0.01kg to 100kg in complex or simple geometry.
Customers can come to us with their basic concept, samples or drawings, we will choose proper manufacturing processing and let them become final product they want.
We have in-house tooling design and making capability. Customers do not worry about high cost and low efficieny and non guaranteed delivery time caused by outsourcing tooling production provided by some casting suppliers.
We also provide precision machining and surface treatment in order to save production time and cost for our customers.
Sheet Metal Fabrication
In addition to aluminum casting, we also provide sheet metal fabrication for our customers. In this field, we are specialised in producing metal enclosure, metal cabinet, heavy duty metal cabinet, display panel and all kinds of metal structure parts, etc.
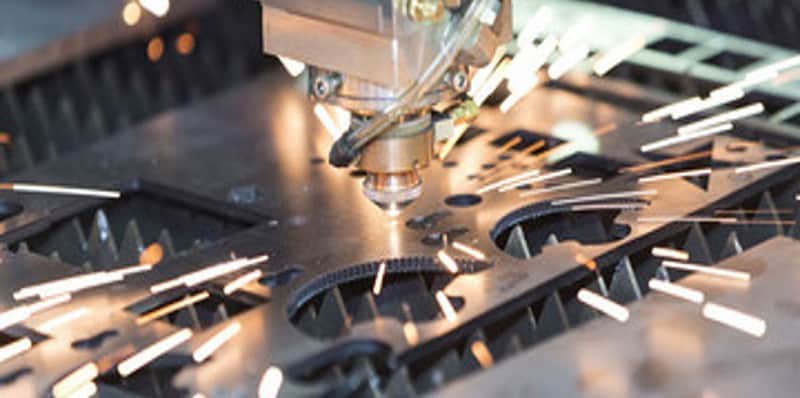
Our sheet metal fabrication include CNC bending, CNC punching, brushing, welding, sheet metal laser cutting, tube laser custing, powder coating, anodizing etc.
The customers can enjoy "drawing to parts" one-stop service in our factory. With our professional working team and excellent management, we are really pride on providing sheet metal fabrication at competitive price.
We also provide precision machining and surface treatment in order to save production time and cost for our customers.

We're aluminum casting, sheet metal fabrication
manufacturer and supplier
We, Cangzhou Weiheng Metal Products Co.,Ltd, was established in 2000 year. We are contract manufacturer that are specialised in aluminum casting and sheet metal fabrication in China.
Our company currently own 30000 square meters plant and above 200 experienced staff. Our main customers are mainly from Auotmotive industry, Lighting industry, Mechanical Equipment industry, Telecommunication industry etc.
What we do

High Pressure Die Casting
Die casting manufacturing for aluminum alloy is the most common for the die casting process today because they can be used in wide range of industries.
We produce aluminum die casting parts via cold chamber die casting machine from 300 ton to 1250 ton.Our die casting machine are from yizumi and L.K group.

Gravity Die Casting
We provide extremely competitive aluminum gravity die casing service for our customers. Our production capacity for gravity die casting is ranged from few grams to 100-plus kilograms.Our tilt pour gravity casting machine can handle all of casting jobs in short run time and low cost.
Low Pressure Die Casting
For some thick wall casting parts that required to be heat treated. We can also make it via low pressure die casting method. The tooling is less complicated than high pressure die casting, while the casting feature high strength and size accuracy.

Sand Casting
We are specialized in aluminum sand casting. Our reputation for quality porosity-free castings goes hand in hand with any surface finishing or machining you may need. We have built a reputation of quality with our customers that you will come to depend on.
Sheet Metal Fabrication
We do not only provide aluminum die casting service but also sheet metal fabrication. Many customers come to us with their design which include sheet metal parts so we decide to extend our business to sheet metal making to give customer much better service.
At present, we have full set of sheet metal fabrication equipment. Our service have bending roll forming deep drawing spinning shearing blanking punching laser cutting. We have no problem with quick lead time on high volume runs for sheet metal parts.

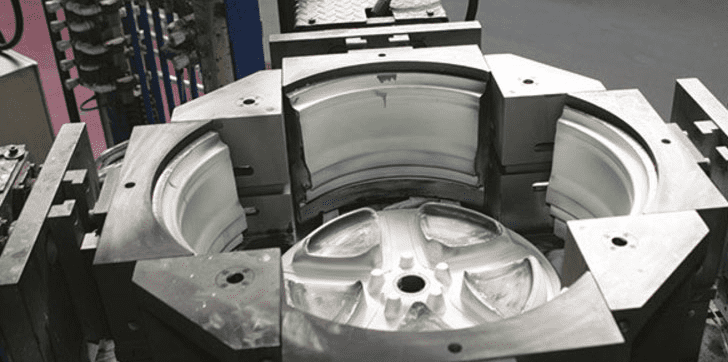
Tooling
Our in-house tooling capability provide our customer with best quality of molds. The tooling were designed by our professional engineers and made via experienced tooling worker and advanced tooling making equipment.
Good quality tooling can make jobs much easier and reduce the defects of final products. We put a lot of work and effort on making good tooling in order to produce products our customer really want and guarantee delivery time.

Precision Machining
Most of time, aluminum die casting parts need secondary machine to meet customers requirement. No matter how complex the parts are, our machining equipment and capability can fully accomplish best finishing of final products.
Our machining service mostly include multi-drilling multi-tapping milling boring turning grinding. Therefore, we are pretty sure that you can find everything for your design in our factory.

Surface Treatment
Good surface treatment can offer eye attractive finishing and corrosion resistance. Therefore, More and more customer pay attention to surface finishing. In weiheng, customers do not need to worry about surface finishing because we provide fully surface treatment.
We have plenty experience to deal with aluminum die casting parts surface. We can do polishing electroplating powder coating anodizing shot blasting. Come to us with your idea, we will offer professional service on your surface requirement.

Quality Control
We full operate according to iso 9001:2008. All of die casting parts will be tested and checked before packing and delivery. The advanced tools and technique we develop guarantee final parts quality without any problem.
We deeply know that quality control are foundation of whole die casting process. Our workers are obligated to provide parts with zero defect.
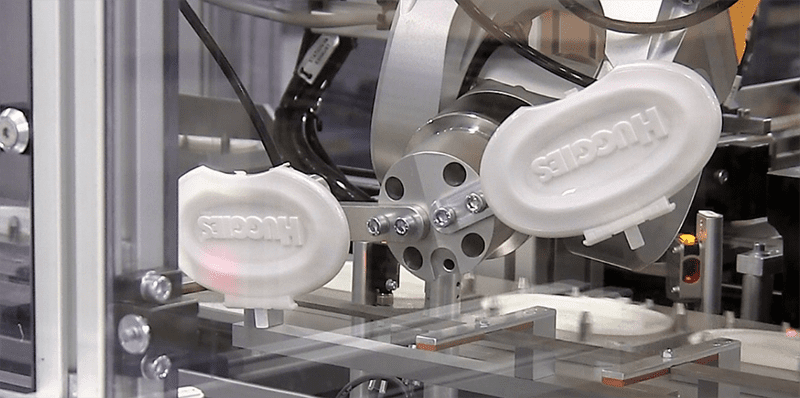
Custom Assembly
We can also provide special packaging or assemble product ready for use on customers production line. Our core assemly capacity is to utilize various of methods to make all of components assembled together.
Our semi and manual assembly line can fully meet all kinds of requirement and get job done in most efficient and cost effective way. We assure of good quality and high precision final product to our customers.
9 industries we served
LIGHTHING
LED lighting industry changed quickly and we will provide key area service for LED parts which require thin wall and multi heat sinks.
AUTOMOTIVE
Automotive industry require die casting parts immensely, such as gear housing, brackets, engine components etc. Our die casting can give not only competitive unit pricing and tooling cost but also durable and light weight final parts.
SURVEILLANCE CAMERA
Our die casting business started from producing surveillance camera housing and we have been producing them over 15 years. We deeply understand tolerance, machining and fixture for surveillance camera housing parts and provide customers with one-stop service from tooling to parts assembling and packing.
APPLIANCES
Weiheng die casting have lots of experience on tooling design, casting, assembling for appliances industry. Appliance products must adhere to the strictest levels of quality and reliability all over the world. Our excellent engineering and facilities ensure we provide customers with leading technology and high quality appliances parts.
TELECOMMUNICATION
Our main customer ZTE request over 40 types of telecommunication parts every year, so we gain a lots of experience on optimize telecommunication die casting parts. We are proud of ability that we create big volume castings at low cost for the development of customers concepts.
SHEET METAL FABRICATION
With our sheet metal fabrication equipment, we can provide customer with any kind of sheet metal products. Mostly, die casting customer require sheet metal parts to complement their whole products. We offer key solution and fast delivery for customers requirement on sheet metal products.
MECHANICAL COMPONENTS
Quite a lot of mechanical components are made via high pressure die casting. 40% of our products are used for mechanical components each year. The high precision normally is required for this kind of products. We are professional for high precision parts making and cost control. Therefore, we are fully confident to provide our service to this kind of industry.
HYDRULIC COMPONENTS
No only tight tolerance but also high airtightness is required for hydrulic components. Therefore, the tooling has to be made according to these specification. The machining need to be done via multi-axis CNC. Sometimes, impregation need to be applied onto parts. We had rich experience for die casting hydrulic parts making and quality is fully guarranteed.
FURNITURE PARTS
The furniture parts always need excellent surface finishing.The structure normally is simple in order to save tooling cost. The surface treatment can be various. Most of time, Chroming is first choice for furniture parts. Die casting aluminum alloy contain high composition of silicon, which make it hard for chroming. But we can provide customer with nice chroming furniture parts at reasonable cost.
Why choose us

Over 20 years casting factory
we provide all kinds of aluminum casting services. Our casting parts are used for automobile, telecommunication, medical, lighting, mechanical equipment etc. We provide all required secondary operation, such as machining, painting, plating and assembly. our customer do not worry about any extra performing after receiving cargoes.

ONE-STOP Service
We always provide “Drawing to parts” service on huge range of product. Simply come to us with your concept or drawing and we will let them become final product you want. We can assist you with the design, tooling, manufacture of part and if necessary, provide special packing or assembly.

Tooling Design
We have in-house tooling design and making capability. With our professional engineers, we can eliminate any potential problems and provide you with the highest quality molds. Those molds can be used to create superior and efficient aluminum castings.

Engineering Capability
Our engineering department is available to help with your product design and getting your production running. We will be your partner in designing the product to meet your requirements and to optimize for manufacturing. Our engineering department use solidworks, unigraphics, pro/engineer, cad/cam, moldflow software. That will minimum tooling and products defect in all aspects.
What our customers say about us

Cangzhou weiheng metal products is really best customer oriented supplier. HUGE
thanks for their professioal job for my high pressure die casting parts.From beta drawing to final
products, they help me a lot. Especially for design improving,they give me amazing idea. Really nice one-stop service!

Our street light housing produced via their 1250 ton die casting machine. They help us to develop
nice die casting parts with less machining requirement in order to save cost. Their powder coating finishing
is really attractive to our customers. The base of street light made via low pressure die casting they suggested. Nice strength as what we want after heat treatment. By their casting service, we save lots of time to outsource different casting process for different parts in one product.

We got nice products via their professional gravity die casting service. They provide competitive price for unit parts and toolings. They are really specialised in selecting
casting aluminum and processing for certain project. The mechanical property of my product improve by 20% by the aluminum alloy and casting process they suggested. Thanks a lot.Looking forward to new project working with them.

Our cooperation with weiheng metal products co.,ltd started from gear reducers housing. They made great tooling with multi sliders and die casted complex geometry aluminum housing. The precision machining they provide really make my product perform nicely. Their delivery time is really excellent because of their production capability and management. In addition, we get flange produced via
sand casting they provided. Sweet price and Nice quality as well.
Ask us anything you want
Are you manufacturer?
Yes, we are aluminum casting and sheet metal fabrication manufacturer with over 20 years working experience.
Do your company make tooling in house?
Yes, we are specialised in tooling make and save money on tooling investment for our customers.
Do you provide drawing optimization?
Yes, we provide drawing optimization for free according to manufacturing feasibility.
Do you provide prototyping before volume production?
Whatever aluminum casting or sheet metal fabrication,we provide protyotyping as per customer requirement at reasonable price.
Do you have quality traceability system?
Yes, we use professional ERP and have traceability of the product history.








